Fraisage : les cinq facteurs à maîtriser

Tolérances serrées, évacuation des copeaux et durée de vie des outils : chaque détail compte pour réussir les opérations de fraisage. Découvrez les recommandations d’un expert pour un usinage à la fois précis et rentable.
Le succès du fraisage dépend de quelques éléments à prendre en compte. Comment les usineurs peuvent-ils obtenir en permanence une grande précision, des états de surface impeccables et des résultats rentables ? Barry Cahoon, spécialiste des outils de fraisage de Sandvik Coromant pour l’Europe, partage ses conseils.
Quels sont les premiers éléments à analyser pour choisir un outil de coupe adapté à son application ?
Pour obtenir des résultats de fraisage optimaux, il faut tenir compte de facteurs tels que la géométrie de coupe, la dureté de la matière et les stratégies d’usinage. Qu’il s’agisse de fraisage d’épaulement de haute précision, de surfaçage à grande vitesse ou de fraisage par contournage complexe sur plusieurs axes, les performances de l’outil de fraisage influencent directement l’efficacité et la précision de l’ensemble du process.
Pour qu’une opération de fraisage soit considérée comme réussie, la précision est primordiale…
En effet, il est essentiel de respecter des tolérances dimensionnelles serrées et une grande précision géométrique pour que les pièces fonctionnent comme prévu.
Au-delà de l’aspect visuel, quelles sont les conséquences d’un mauvais état de surface dans des secteurs exigeants comme l’aéronautique ?
L’état de surface est un autre facteur critique. Un état de surface lisse et net n’est pas qu’une question d’esthétique, c’est aussi souvent une question de fonctionnalité. Dans les industries comme l’aéronautique, où les pièces telles que les aubes de turbines ou les carters de compresseurs doivent répondre à des normes de performance rigoureuses, même de légères déviations dans la qualité de la surface peuvent entraîner des problèmes majeurs.
Les process de fraisage doivent maximiser les débits copeaux tout en réduisant la durée d’usinage au minimum, sans pour autant compromettre la qualité. Mais comment satisfaire cette exigence tout en augmentant la durée de vie des outils ?
Les fabricants cherchent constamment à prolonger la durée de vie de l’outil, ce qui permet de réduire le nombre de changements d’outils, de limiter les temps d’arrêt et, en fin de compte, de réduire les coûts. Cependant, la durée de vie de l’outil est étroitement liée à des facteurs tels que le contrôle des copeaux et les forces de coupe. Une mauvaise évacuation des copeaux ou des forces excessives peuvent entraîner une usure rapide de l’outil, ce qui se traduit par une moindre efficacité et des résultats sous-optimaux. Avec autant de variables en jeu, le choix du bon outil est souvent l’enjeu le plus important.
Quels paramètres doivent être particulièrement surveillés pour respecter les tolérances dimensionnelles ?
L’exactitude et la précision sont à la base de tout process de fraisage. Qu’il s’agisse de créer des surfaces planes ou d’usiner des épaulements à 90 degrés ou des contours complexes, la précision n’est pas négociable. Le contrôle des copeaux et les forces de coupe sont souvent sous-estimés, mais ont un impact déterminant sur le process de fraisage. Une bonne évacuation des copeaux est essentielle pour éviter l’accumulation de chaleur et garantir une coupe nette, un point particulièrement important dans les applications impliquant l’usinage de cavités profondes ou de poches.
Les géométries d’outils modernes apportent-elles des solutions aux problèmes de recoupe et de bourrage ?
Un mauvais contrôle des copeaux peut entraîner une recoupe des copeaux, ce qui se traduit par un mauvais état de surface et une usure plus rapide de l’outil. Les géométries d’outils modernes, comme celles que l’on trouve dans les solutions de fraisage hautes performances, sont conçues pour optimiser le flux des copeaux, ce qui réduit le risque de bourrage et améliore la longévité générale de l’outil.
A retenir
- Le choix de l’outil de coupe. Sélectionner des outils adaptés à l’application (géométrie de coupe, dureté du matériau, stratégie d’usinage) est essentiel pour des performances optimales
- La précision et les tolérances. Respecter des tolérances dimensionnelles serrées et assurer une grande précision géométrique garantit le bon fonctionnement des pièces usinées
- L’état de surface. Une finition lisse et impeccable est cruciale, notamment dans des secteurs exigeants comme l’aéronautique, où la fonctionnalité et la performance dépendent de la qualité de surface.
- L’évacuation des copeaux et les forces de coupe. Un bon contrôle des copeaux évite les recoupes et réduit les forces excessives, préservant ainsi l’outil et la qualité de l’usinage
- La durée de vie des outils. Prolonger la durée de vie des outils en limitant leur usure permet de réduire les temps d’arrêt et les coûts, tout en maintenant la rentabilité du processus
Les solutions proposées par Sandvik Coromant
Dans l’aéronautique comme dans d’autres secteurs exigeants, la qualité du fraisage fait toute la différence, Sandvik Coromat propose trois modèles de fraises.
- CoroMill MH20. Un outil spécialement conçu pour le fraisage léger dans les opérations nécessitant un enlèvement de matière à grande vitesse. « La conception unique de la plaquette réduit les forces de coupe, et permet des avances plus rapides tout en maintenant la stabilité de l’outil, en particulier dans les applications d’usinage de cavités profondes et de poches », assure le fabricant suédois. « Cela permet non seulement d’augmenter la vitesse d’usinage, mais aussi de prolonger la durée de vie de l’outil, et ainsi de réduire le nombre de changements d’outils et les coûts totaux de production », ajoute-t-il.
- CoroMill MF80. Selon Sandvik Coromant, cette fraise offre un flux de copeaux régulier et des forces de coupe réduites, idéal pour les opérations d’ébauche et de finition. Le fabricant souligne sa capacité à traiter une large gamme de matières et de conditions d’usinage.
- CoroMill MS20. Cette solution de fraisage d’épaulement à vrais 90 degrés est vantée pour sa « productivité élevée » et ses « résultats constants », même dans des applications difficiles telles que l’aéronautique, l’industrie pétrolière et gazière.
à propos de fabrication



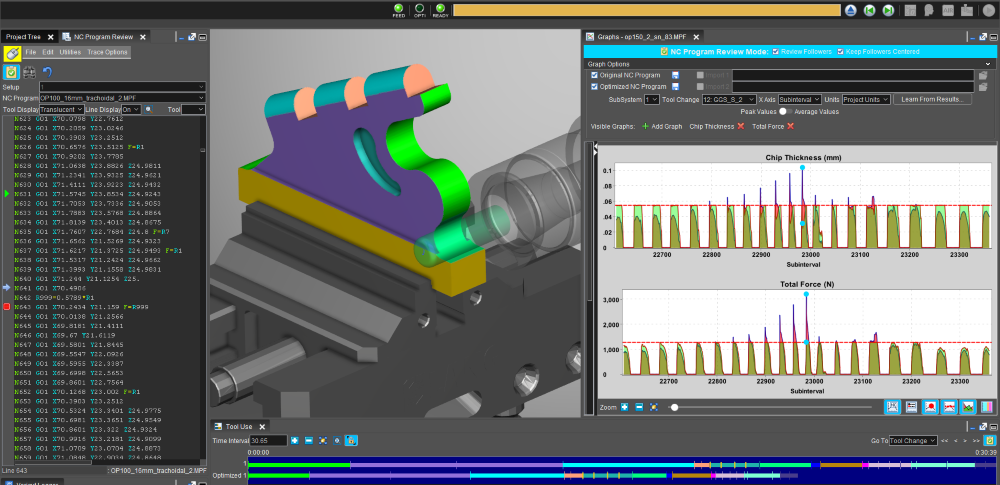
 Vericut
Quand un logiciel d’usinage fait aussi baisser la consommation électrique des machines-outils
Vericut
Quand un logiciel d’usinage fait aussi baisser la consommation électrique des machines-outils
les plus lus

à lire aussi

![[Edito] Un savoir-faire local qui fait battre le cœur de l’industrie](https://www.machinesproduction.fr/wp-content/uploads/2025/12/shutterstock_150557984.jpg)