Réduire les coûts d’usinage induits par les congés et les chanfreins

Esthétiquement agréables, les chanfreins et les congés confèrent au modèle une allure professionnelle et une certaine plus-value. Cependant, ils ont également tendance à accroître, de façon significative, les temps de réalisation et les coûts de projets d’usinage CNC.
La mise en place de l’outillage prend du temps, en plus d’être onéreuse
Dans le cadre de l’usinage CNC, les chanfreins sont effectués à l’aide d’un outil spécifique, tels que les fraises, les chanfreineuses ou les forets étagés, lesquels sont fixés suivant l’angle d’incidence approprié. Les congés, pour leur part, sont réalisés à l’aide d’une fraise à queue qui procèdera à la découpe du profil envisagé. Si le congé est situé le long d’une arête, alors il est probable qu’une fraise à rayonner concave sera employée.
Cependant, la mise en place de ces outils, en plus d’avoir un certain coût, prend aussi du temps. L’outil de découpe doit précisément adapter le rayon choisi pour qu’il se fonde de façon transparente avec les différentes surfaces de la pièce, en évitant notamment les effets « d’escalier ».
Afin de parvenir à ce résultat, les congés situés le long des arêtes (comme celui apparaissant en vert dans la Figure 1) sont généralement usinés à l’aide d’une fraise à tête sphérique. On obtient des congés de qualité supérieure en programmant l’outil de découpe pour qu’il suive l’arête au plus près et avec un pas d’incrémentation réduit au minimum.
Naturellement, cela en fait un procédé coûteux : la réalisation hautement précise de chanfreins et de congés de qualité augmentera considérablement le temps d’usinage, dans un environnement dans lequel le temps est, précisément, de l’argent. D’où le besoin de considérer avant tout si l’ajout de chanfreins ou de congés est nécessaire au bon fonctionnement de la pièce et si le surcoût à encourir peut être justifié.
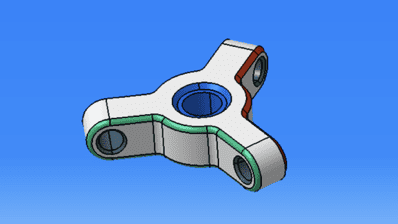
Figure 1.

Les fraises à tête sphérique sont employées pour la découpe progressive des congés, au prix d’un temps d’usinage nettement allongé.
Les chanfreins et les congés ne sont pas adaptés aux productions à faibles volumes
Le volume à produire est un autre critère majeur quand on considère les coûts d’un projet d’usinage : les frais de production étant inversement proportionnels au nombre de pièces produites, si les volumes sont trop faibles, les prix augmenteront en conséquence (et vice-versa). Cela signifie qu’ajouter des chanfreins et des congés sur des pièces produites en petite quantité ne fera qu’accroître les coûts de fabrication. Une production sur une échelle plus large sera probablement réalisée grâce à un procédé de coulée ou de moulage, procédé dans le cadre duquel les congés seront non seulement rentables, mais aussi nécessaires.
Concevoir des chanfreins avec les bonnes tolérances
Dans la figure ci-dessous, le trou coloré en bleu est un trou taraudé M18 X 2 assorti d’un chanfrein de 0,635 mm, lequel est nécessaire pour assurer un emboîtement plus aisé de la pièce correspondante dans le trou en question. Quand il s’agit de concevoir un chanfrein similaire à celui-ci, les tolérances ne sauraient être ignorées. Et plus elles seront strictes, plus la pièce coûtera cher. Le diamètre du chanfrein visualisé dans la figure est donné, par exemple, avec trois chiffres après la virgule. Cela implique que les déviations sur le diamètre du chanfrein, par rapport à sa valeur nominale, ne doivent pas excéder ± 0,127 mm.
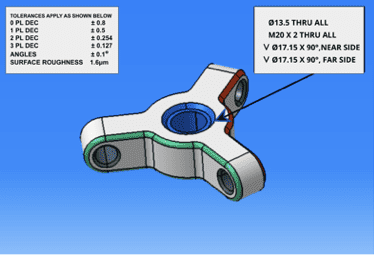
Renforcer les tolérances ne ferait qu’accroître encore le prix, en raison des tests et vérifications plus fréquentes, sans parler de la jauge spécifique sur le chanfrein, afin de pouvoir tenir une précision à trois décimales. Des exigences accrues en termes de surveillance et de précision des mesures se traduisent naturellement par des pièces plus coûteuses. En revanche, si l’on fait passer la précision sur le diamètre du chanfrein de trois décimales à deux, la déviation maximale autorisée est doublée à ± 0,254 mm par rapport à la valeur nominale. Non seulement cela diminuera la fréquence des tests à effectuer, mais on pourra en plus se contenter d’utiliser un pied à coulisse au lieu d’une jauge à chanfrein. On voit donc que des économies peuvent être réalisées, à condition de pouvoir s’accommoder de ce genre d’ajustement.
Supprimer les chanfreins (dans la mesure du possible)
La suppression des chanfreins sur le diamètre du trou peut également être envisagée afin de rendre les choses plus simples, et surtout moins chères.
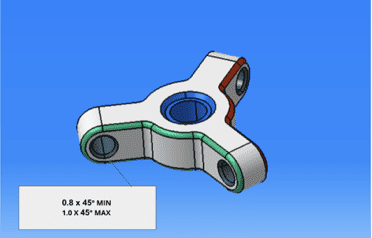
Par exemple, les chanfreins représentés sur les bords des trous en gris, dans la figure ci-dessous, ont pour fonction de faciliter l’insertion des broches dans chaque trou. Néanmoins, si la taille en elle-même n’est pas un paramètre critique, il est possible de retirer le chanfrein du modèle 3D, en ajoutant une annotation précisant qu’il faudra supprimer toutes les arêtes aiguës. D’un autre côté, il peut être maintenu et assorti d’une taille minimale et maximale, comme représenté ci-dessus, avec des tolérances suffisamment relâchées.
Quand c’est possible, utiliser des chanfreins plutôt que des congés
S’il est possible de remplacer les congés par des chanfreins, alors c’est une solution idéale pour rendre la pièce meilleur marché. Un chanfrein courant le long du rebord de la pièce (comme celui visualisé en rouge) sera beaucoup plus simple à réaliser, et beaucoup moins coûteux, que des congés.
En effet, l’outillage servant à la réalisation des congés souffre d’un temps de mise en place plus important (principalement parce qu’il est nécessaire de s’assurer que la découpe joindra harmonieusement les surfaces liées par le congé). De plus, la fraise doit souvent effectuer plusieurs passes le long du congé pour garantir un niveau de précision acceptable. Pour leur part, les outils servant au chanfreinage sont plus rapides à mettre en place et opèrent sur des durées plus courtes, d’où les économies par rapport à la réalisation des congés.
Dans le cas où il ne serait pas possible de remplacer un congé par un chanfrein, il faudra s’efforcer d’avoir recours à une taille standard, en particulier si l’on utilise une fraise à rayon dont les tailles standards démarrent à 1,6 mm et augmentent par pas de 0,8 mm. Usiner des congés avec ce genre d’outil prendra moins de temps qu’avec une fraise à tête sphérique.
Utilisez nos ressources en lignes pour améliorer l’usinabilité de vos pièces
Il faut beaucoup de pratique et d’expérience pour comprendre et estimer l’impact que les décisions prises au niveau de la conception (comme l’ajout de chanfreins et de congés) peuvent avoir sur les temps et les coûts d’usinage. Mais grâce à l’ensemble de nos astuces de conception pour l’usinage CNC disponibles en ligne, vous pouvez profiter de nos retours d’expérience et améliorer ainsi vos compétences en conception.

à propos de fabrication





les plus lus


à lire aussi

![[Edito] Usinage dans le luxe : défis et solutions](https://www.machinesproduction.fr/wp-content/uploads/2024/11/montre-mecanique.jpg)