Usiner le premier cœur artificiel avec hyperMILL
Quand simplicité d’utilisation et fiabilité en 5 axes simultanés riment avec sérénité. Reportage chez Ensinger Machining, à Beynost (Ain).
Située à Beynost (Ain), en région Auvergne Rhône-Alpes, Ensinger Machining (anciennement UMP) est spécialisée dans les matières plastiques haute performance. Usineur de leur propre production de plastiques, elle accompagne ses clients dans leur projet, depuis la préconisation de la matière jusqu’à la fabrication des pièces plastiques sur-mesure.
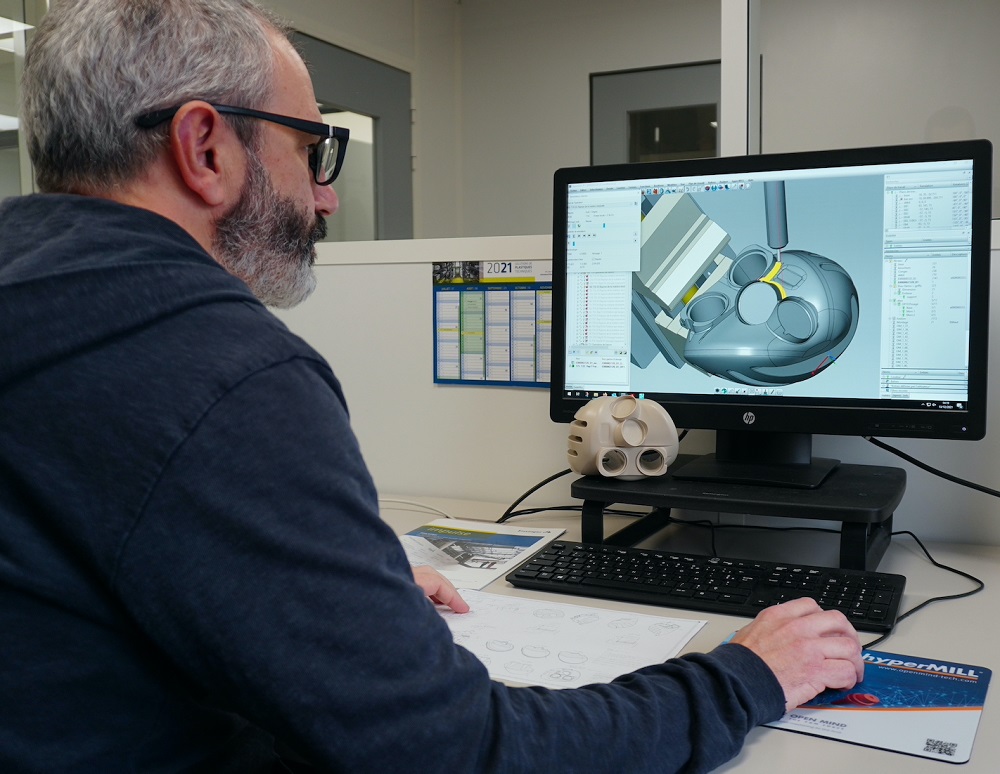
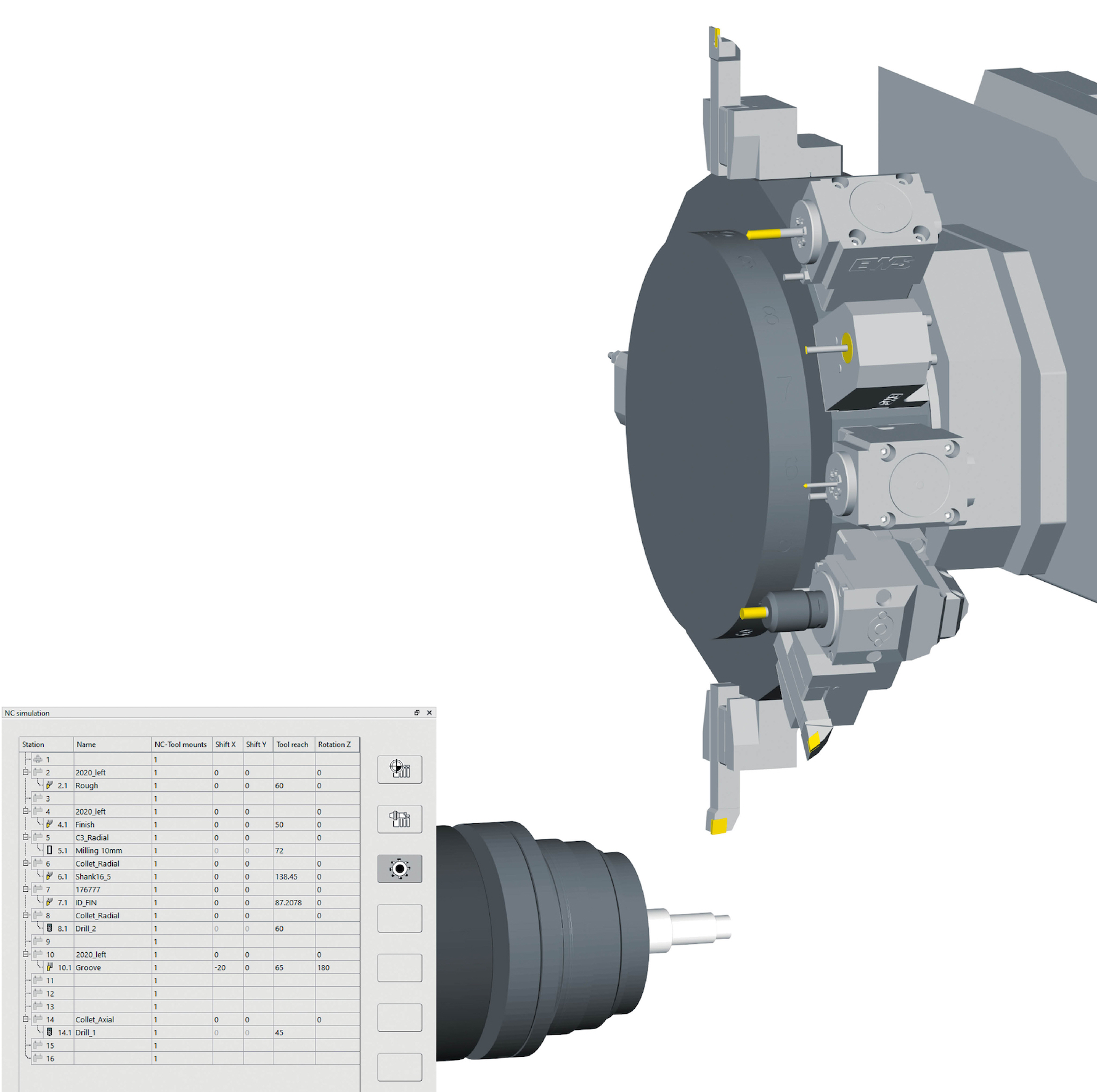
En 2019, afin d’accompagner la montée en gamme des pièces techniques et pour utiliser les machines-outils au maximum de leurs capacités, Ensinger Machining s’équipe d’un nouveau logiciel FAO. En effet, le logiciel utilisé jusqu’alors a atteint ses limites en usinage 5 axes (usinage 3 axes + 2 positionnés). C’est lors d’une visite sur un salon professionnel que M. Quincy, responsable méthodes, assiste à une démonstration et est convaincu techniquement par la solution hyperMILL, d’Open Mind. Une consultation est tout de même lancée, qui durera six mois et validera le choix de M. Quincy : « J’ai été séduit par la simplicité de prise en main et d’utilisation du logiciel hyperMILL, l’interface utilisateur est bien conçue. Ce qui m’a frappé et est vraiment essentiel, c’est la fiabilité, grâce à la prévention des collisions avec l’environnement machine. On peut tout simuler avant de lancer le programme dans l’atelier. Je fais cent pour cent confiance aux programmes que je génère. Nous avons réellement fait un bon technologique en cinq axes avec hyperMILL. »
Pour l’usinage du premier cœur artificiel, l’entreprise Carmat a fait confiance au groupe Ensinger, en charge de la réalisation et l’usinage des pièces plastiques implantables, de pièces d’essais ainsi que les outillages utilisés lors de l’opération. L’usinage des pièces de structure du cœur – Peek Optima – est réalisé en Allemagne. Les pièces d’essais sont réalisées par Ensinger Machining, en Tecapeek MT et Tecason P MT. Ces matériaux sont non implantables mais peuvent être en contact avec le corps humain durant un temps limité. Ensinger Machining produit des centaines de pièces d’essais chaque année.

Chaque année, Ensinger Machining produit des centaines de pièces d’essais du cœur artificiel Carmat. (photo Ensinger)
« La force du groupe Ensinger, explique M. Chergui, son directeur général, est sa capacité à adapter l’entité à la pièce à réaliser, selon qu’elle soit implantable ou non. Le coût de réalisation des pièces implantables, nécessitant par exemple une salle blanche, est supérieur à la réalisation de pièces non implantables. Nous ne concevons pas la pièce mais partageons nos connaissances avec nos clients concernant le design technique. Nous pouvons également créer des matières sur-mesure si besoin. En tout cas, quelle que soit la pièce à réaliser, nous trouvons toujours une solution pour l’usiner. »
Eliminer les tensions résiduelles dans la matière
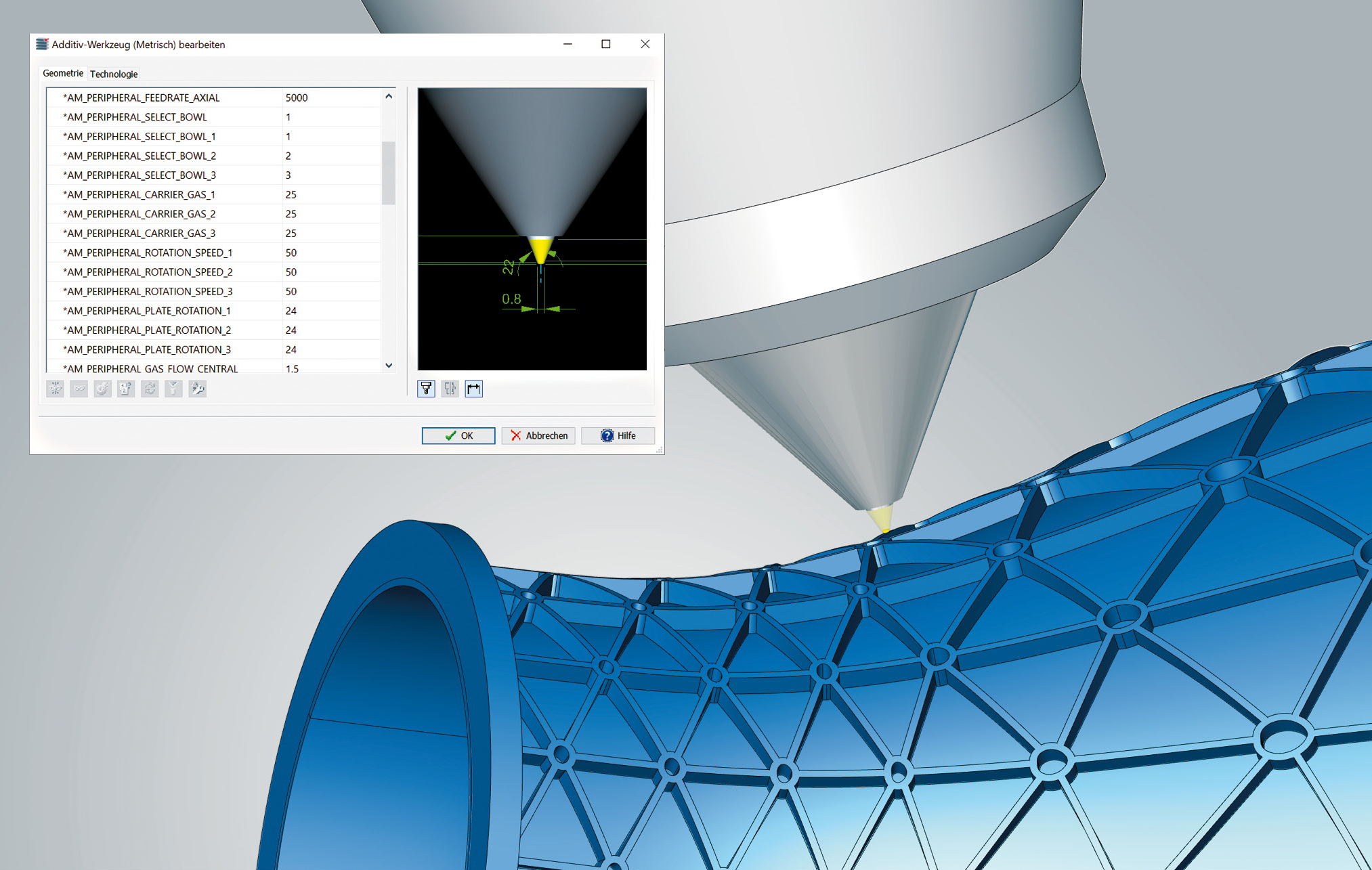
Comme l’explique M. Chergui, le projet Carmat a été un des facteurs de développement des connaissances et compétences de l’équipe Ensinger Machining en usinage 5 axes simultanés. Les pièces très techniques à réaliser ont davantage une problématique de géométrie plutôt que de cotes. L’usinage des matières plastiques exige un réel savoir-faire, en raison des problèmes de stabilité géométrique. Il faut, par exemple, maîtriser le traitement thermique afin d’éliminer les tensions résiduelles dans la matière. Et, avant de lancer le programme d’usinage, effectuer un travail de méthodologie pour analyser la meilleure façon d’appréhender la pièce et ainsi limiter les défauts géométriques des pièces. Comme le détaille M. Quincy : « Le gabarit du cœur artificiel ne comporte aucune surface plane. Mais les nombreuses stratégies de balayage proposées par hyperMILL permettent de réaliser un usinage sur-mesure, par rapport aux différentes géométries, et ainsi obtenir une qualité de surface impeccable. »
Les points forts de la solution hyperMILL
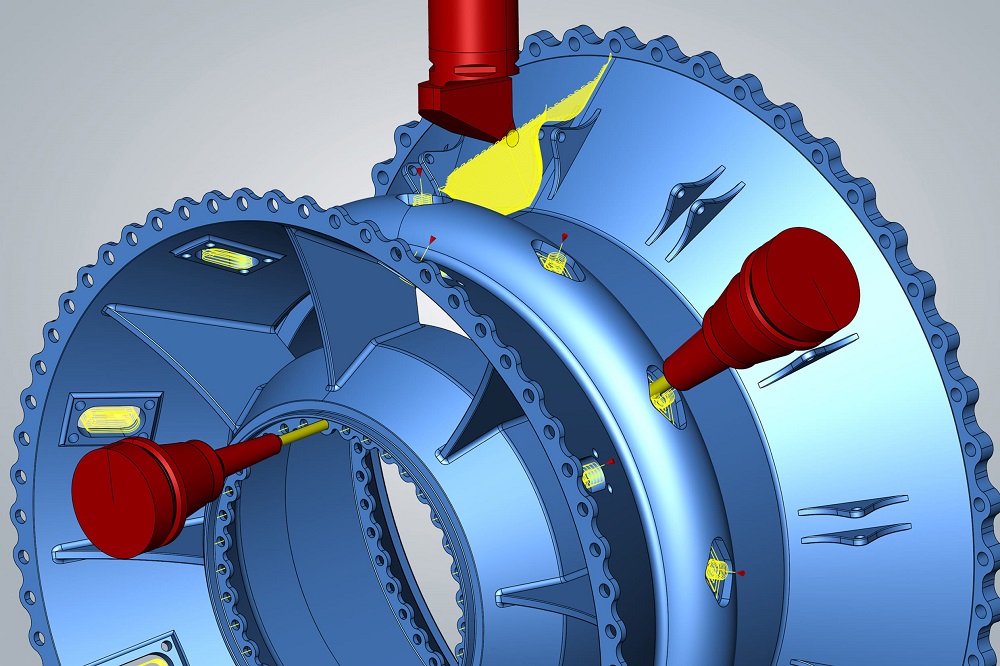
Plus généralement, pour les pièces qu’il doit usiner, M. Quincy apprécie particulièrement certaines fonctionnalités ou stratégies proposées par le logiciel FAO. Citons la reconnaissance de formes, qui évite les erreurs et apporte des gains de temps conséquents. Pour exemple, il mentionne les présentoirs à vis d’implantation pour la chirurgie. Au lieu de sélectionner une par une chaque géométrie (les vis ont des diamètres et des longueurs différentes), le logiciel sélectionne et regroupe automatiquement, en une seule opération, toutes les géométries identiques.
Pour tous les parcours 3 et 5 axes, la fonction « Calcul longueur sortie d’outil – allonger ou réduire » permet des gains de temps d’usinage et un meilleur état de surface. Le logiciel calcule automatiquement la longueur minimum de l’outil par rapport aux collisions. On peut utiliser des outils plus courts qui génèrent moins de vibrations.
Par ailleurs, sur les pièces complexes avec beaucoup de balayage, les temps de calculs étaient très longs avec l’ancien système FAO utilisé. L’ordinateur était souvent bloqué avec impossibilité de faire d’autres choses en simultané. Ce problème n’existe plus avec hyperMIL qui effectue les calculs en temps masqué. Globalement, le gain de temps de programmation est de 20 % comparé avec le système précédent.
Réactivité de l’équipe d’Open Mind
Pour M. Quincy, le logiciel est tellement facile à utiliser qu’il n’a pas besoin du service hotline proposé par Open Mind. L’équipe suit des formations selon ses besoins, souvent basées sur des cas concrets, à partir de pièces qu’elle doit usiner. Ce qui est très apprécié. « L’équipe d’Open Mind est composée de personnes très compétentes et à l’écoute. Pour tout renseignement technique, ils sont très réactifs. » Et M. Quincy de conclure : « Avant hyperMILL, j’allais systématiquement dans l’atelier pour vérifier que tout se passe bien sur la machine. Changer de logiciel, nous a apporté de la sérénité, aussi bien en programmation que dans l’atelier. »
à propos de OPEN MIND TECHNOLOGIES FRANCE


les plus lus
à lire aussi

![[Edito] Usinage dans le luxe : défis et solutions](https://www.machinesproduction.fr/wp-content/uploads/2024/11/montre-mecanique.jpg)