La stratégie d’usinage est importante
lire plus tard
Outillage - Outils coupants
Par Patrick CAZIER Publié le
27/08/2024
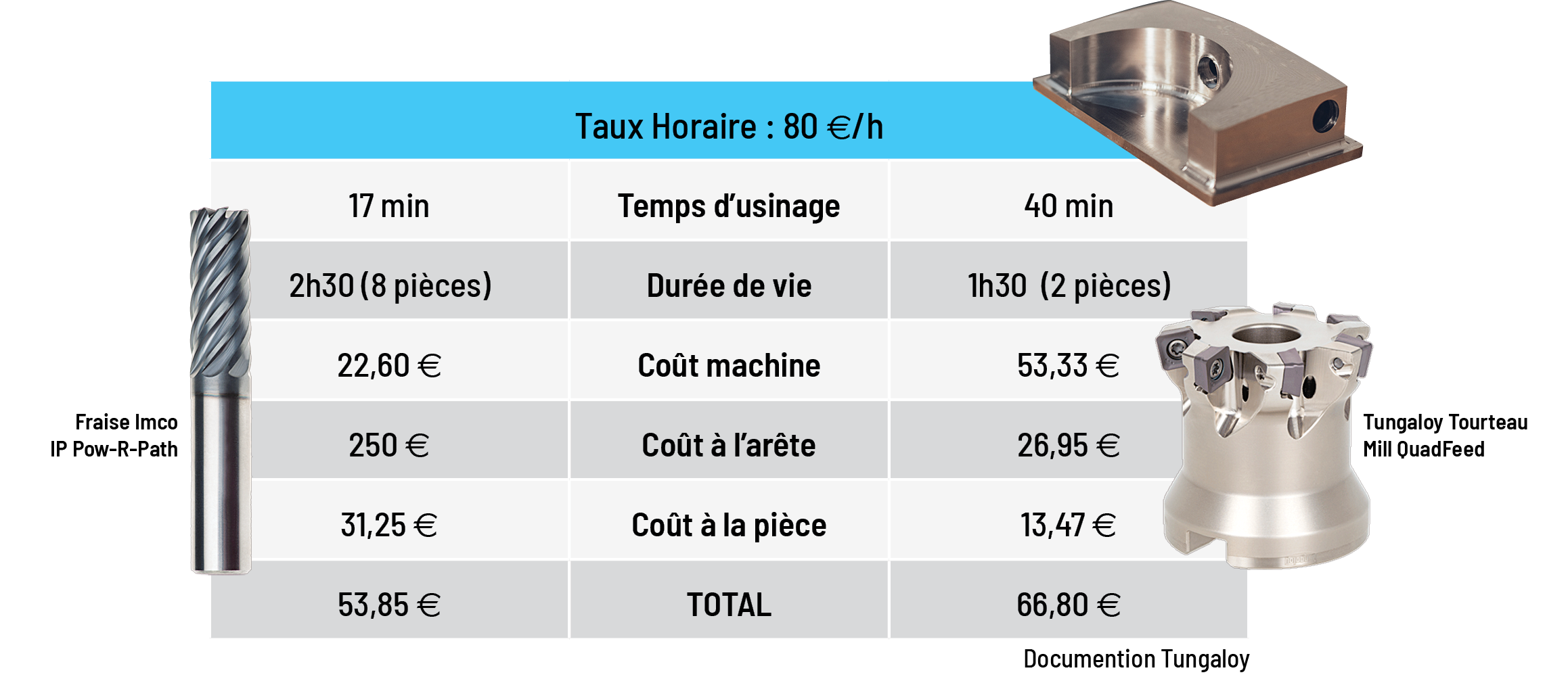
Tungaloy a organisé une journée technique dans les locaux de La ManufactureF. Une quarantaine de personnes ont ainsi pu découvrir, à travers des démonstrations mettant en avant plusieurs techniques d’usinage, des outils coupants de sa gamme et les produits des partenaires présents.
Le 13 juin, Tungaloy a organisé une journée technique chez le sous-traitant La ManufactureF, basée à Anglet (Pyrénées-Atlantiques), pour un évènement dédié principalement au fraisage et aux matières utilisés dans l’aéronautique. Maxime Fontvielle, gérant de l’entreprise, a mis à disposition un centre d’usinage, 5 axes, Hurco VMX42UDi avec un plateau rotatif de diamètre 400 mm équipé d’une solution robotisée Procobot pour utiliser les outils Tungaloy. Des partenaires ont présenté leur technologie pendant les démonstrations sur des pièces, l’une en titane TA6V et l’autre en aluminium : MotulTech avec son huile de la gamme GreenTech Salfcool GV 6950, destinée à tous…contenu réservé aux abonnés
Abonnez-vous pour accéder
à tout le contenu Machines Production
Vous êtes déjà abonné ? Connectez-vous
Technicien dans l’âme avec pour objectif de trouver et partager l’information utile
à propos de fabrication

FIM FRANCE
Taxes américaines : l’industrie mécanique sous pression
Outillage - Outils coupants
actualites

HALBRONN SAS
Un tour 3 tourelles pour des usinages simultanés
Outillage - Outils coupants
actualites


TRUMPF
GI 2025 Automatisation : zoom sur la TruBend 7050 Flex Cell
Outillage - Outils coupants
actualites
![[Edito] Fabrication additive : au-delà du prototype](https://www.machinesproduction.fr/wp-content/uploads/2025/03/impression-3D-metal.jpg)
MACHINES PRODUCTION
[Edito] Fabrication additive : au-delà du prototype
Outillage - Outils coupants
article
les plus lus
02

à lire aussi
-3D5Gabrasifaccouplement



DECIP
Technologie laser pour optimiser la production d’inducteurs en cuivre
Fabrication additive
article

Les nouveaux produits



Les dernières annonces
offre d'emploi
Technico-Commercial H/F Leader industriel innovant (H/F)
Bretagne, France
Blaser Swisslube Sarl
