Un service prototypage plus efficace avec hyperMILL
lire plus tard
Logiciels
Par Jérôme MEYRAND Publié le
26/02/2021

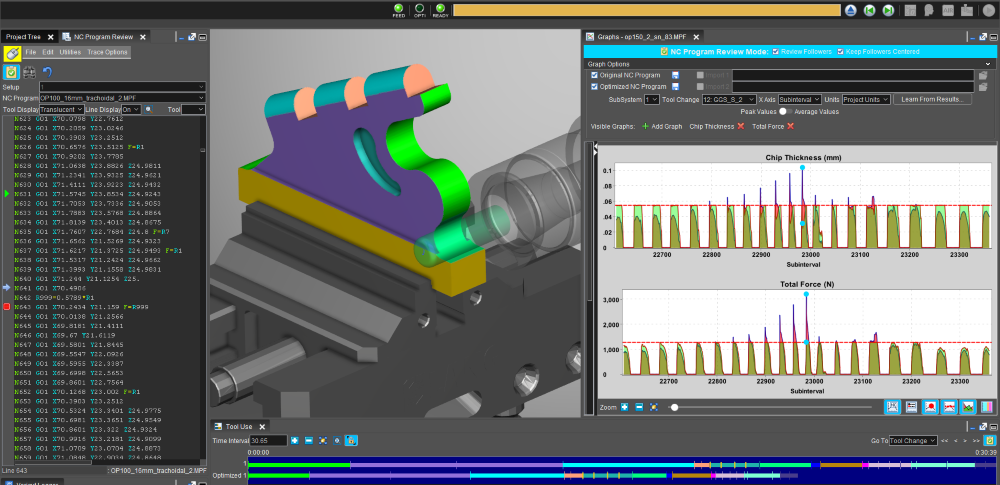
La firme Kärcher s’appuie, pour l’usinage 5 axes des pièces de ses prototypes, sur la FAO d’Open Mind.
Chez Kärcher, chaque nouveau produit voit d’abord le jour dans le service « prototypage », qui existe depuis 1988, et où l’essentiel du travail se fait sur ordinateur, en particulier sur des logiciels de CFAO et d’autres systèmes de programmation. Dans l’atelier, ce sont des centres d’usinage 5 axes, imprimantes 3D et machines de tôlerie qui sont utilisés pour la fabrication du proto. Et chaque semaine, entre 600 et 800 prototypes en acier, laiton et matières plastiques sont produits. Fabriquer un composant en un seul bridage Pour l’usinage, le responsable du service, Achim Sanzenbacher, et son équipe, utilisent, depuis novembre…contenu réservé aux abonnés
Abonnez-vous pour accéder
à tout le contenu Machines Production
Vous êtes déjà abonné ? Connectez-vous
Formé aux microtechniques, devenu journaliste en blouse bleue, passé par l’ESJ Lille.
à propos de fabrication




les plus lus
02

à lire aussi
-3D5Gabrasifaccouplement
![[Edito] Un savoir-faire local qui fait battre le cœur de l’industrie](https://www.machinesproduction.fr/wp-content/uploads/2025/12/shutterstock_150557984.jpg)