Mesurer les paramètres laser critiques dans les processus de production

MKS Instruments présente Ophir BeamWatch Integrated 500, son système industriel de caractérisation de faisceau.
Ophir BeamWatch Integrated 500 est un appareil de mesure sans contact entièrement automatisé. Il a été conçu pour des applications dans l’industrie automobile. Il convient plus particulièrement pour la surveillance des laser à fibre monomode, jusqu’à 500 mm de longueur focale, couramment employés pour le soudage de batteries. Ophir BeamWatch Integrated 500 combine dans un même système autonome compact et robuste la mesure du profil du faisceau et de sa puissance. Les paramètres critiques du laser, à savoir le décalage focal, la taille du foyer, la caustique et la puissance absolue, sont mesurés en temps réel. Le système est compatible avec différents types de tête de soudage et propose plusieurs interfaces industrielles (Profinet, EtherNet/IP et CC-Link) qui simplifient le transfert direct des mesures et permettent une intégration dans des réseaux de production et des lignes de production automatisées.
Travail sans contact
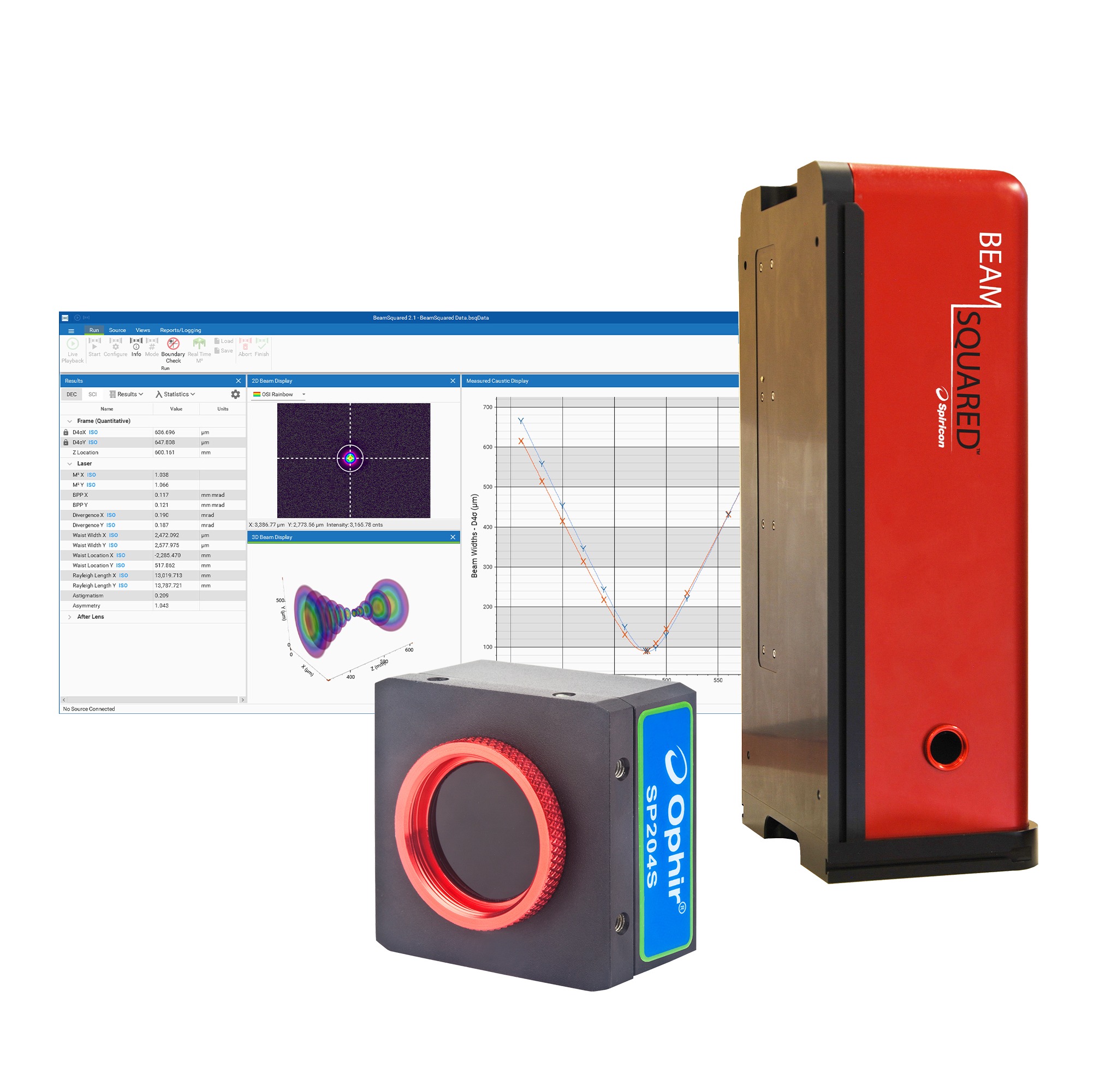
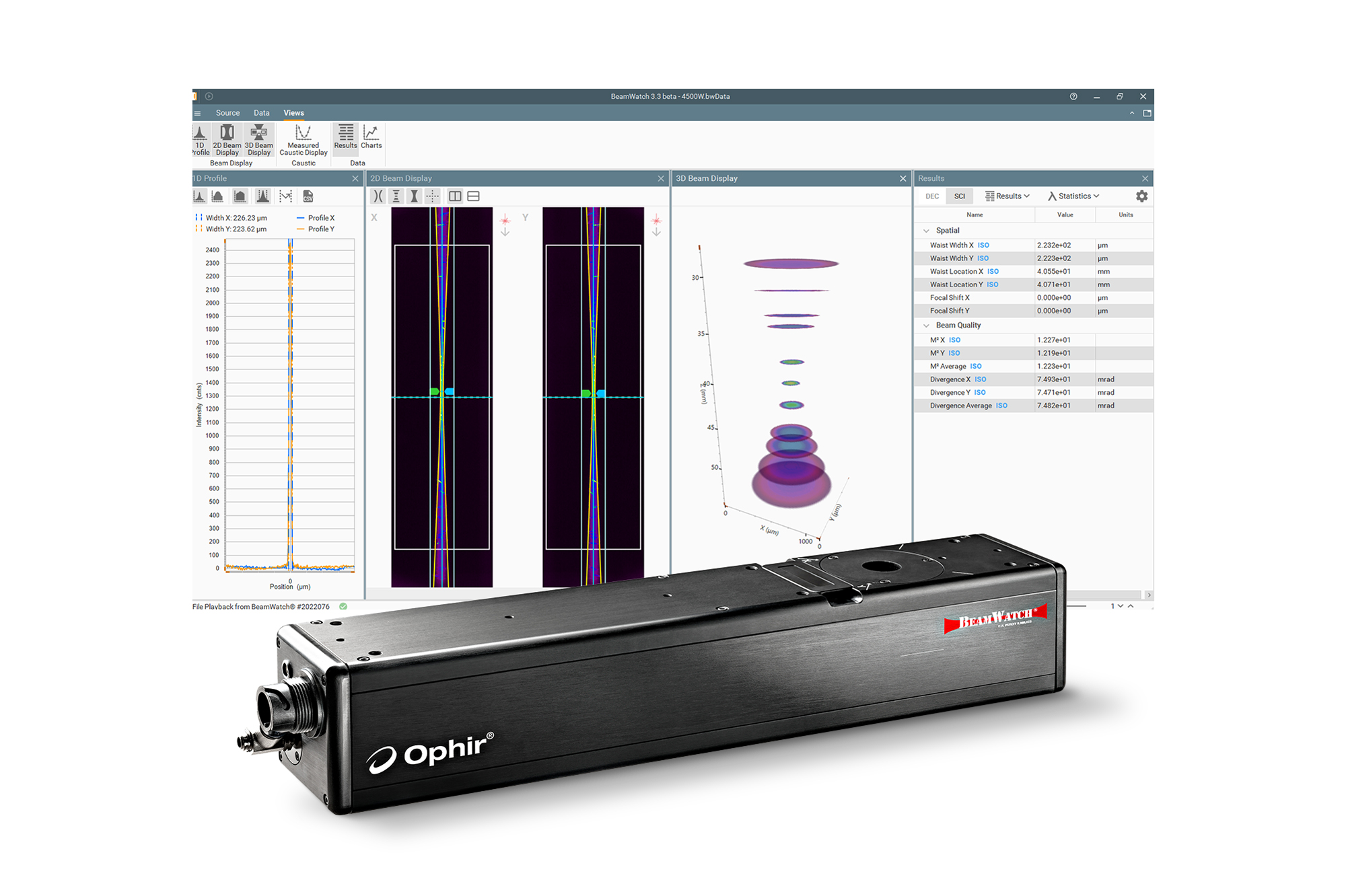
Le système de caractérisation de faisceau BeamWatch Integrated 500 fait partie de la gamme BeamWatch d’Ophir. Cette gamme d’appareils de mesure de profil de faisceau brevetés, qui travaillent sans contact, est capable de capturer et d’analyser les paramètres de faisceaux laser industriels d’une longueur d’ondes comprise entre 980 et 1080 nm et d’une puissance comprise entre 500 W et 10 kW (jusqu’à 30 kW sur demande). Cet appareil de mesure est capable de fournir des résultats en temps réel même avec des faisceaux laser dont la puissance pourrait engendrer des dommages. Pour cela, les appareils de mesure BeamWatch capturent la diffusion de Rayleigh du faisceau laser et en déduisent les paramètres essentiels du laser tels que le décalage focal, la largeur et la position du foyer, le M2, la divergence, le produit de paramètre de faisceau, la longueur de Rayleigh et l’angle d’inclinaison du faisceau.
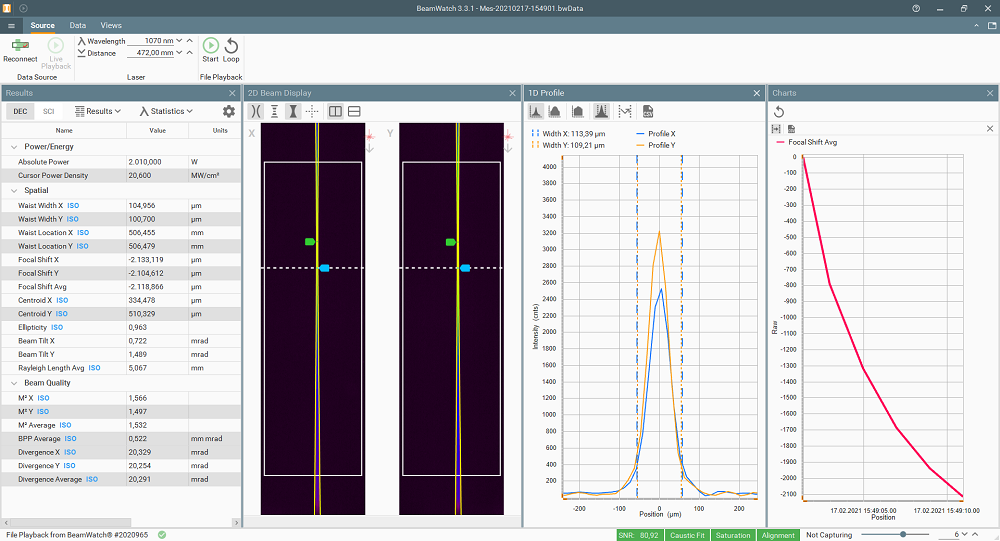
Cette technologie unique en son genre permet d’éviter toute interaction avec le faisceau laser, ce qui minimise l’usure de l’appareil de mesure et par conséquent son besoin en maintenance. Un puissance-mètre intégré mesure également la puissance du laser. « La puissance des laser employés dans les lignes de soudage ne cesse d’augmenter. Toutefois, il est fréquent que la qualité du faisceau laser ne soit pas contrôlée durant la production », confie Reuven Silverman, directeur général d’Ophir Photonics. « La qualité du faisceau laser ayant une incidence sur la qualité globale du processus laser, sur des lignes de production à haut rendement, cela peut conduire rapidement à un grand nombre de soudures non conformes. Le système de caractérisation du faisceau BeamWatch Integrated 500 mesure, sans contact, plusieurs profils le long de la caustique du faisceau, à la vitesse du débit vidéo. Les données ainsi obtenues servent de base au calcul, en temps réel, de tous les paramètres essentiels du faisceau, dont le décalage focal. En parallèle, le puissance-mètre intégré mesure la puissance absolue, même avec des lentilles à grande longueur focale. »
Rapidité de la mesure
Le système industriel de caractérisation de faisceau BeamWatch Integrated 500 mesure les laser YAG, à fibre et à diodes à haute puissance dans une plage de longueur d’ondes comprise entre 980 et 1080 nm. Toutes les mesures du faisceau laser réalisées dans les processus de soudage ou de découpe sont enregistrées dans le temps. La rapidité de la mesure permet de contrôler le faisceau laser sans allonger le temps de cycle en mesurant pendant les phases de chargement et de déchargement des pièces. Tous les paramètres sont affichés et mémorisés, des diagrammes de tendance basés sur les données fournissent des informations précieuses en termes de maintenance préventive. Des valeurs de tolérance et des valeurs limites peuvent être définies pour permettre au besoin d’initier des mesures correctives dans le processus.
L’encrassement au fil du temps du verre protecteur accroît le décalage focal ce qui provoque une chute de la densité de puissance sur le plan de travail et entraîne des soudures non conformes. La fonction tendancielle enregistre les modifications de la position du foyer et déclenche une alarme dès que le foyer dépasse la limite spécifiée. Le verre protecteur peut alors être nettoyé ou remplacé avant que des pièces défectueuses ne soient produites. Ainsi, la qualité s’améliore tout comme le rendement. Les déchets sont évités et les coûts baissent.
Pour de plus amples informations sur la technologie de mesure Ophir, nous vous invitons à consulter le site www.ophiropt.com
à propos de OPHIR SPIRICON Europe (MKS Instr.)



les plus lus
à lire aussi


![[Edito] Fabrication additive : au-delà du prototype](https://www.machinesproduction.fr/wp-content/uploads/2025/03/impression-3D-metal.jpg)



